Lasfouten : Lamelscheuren
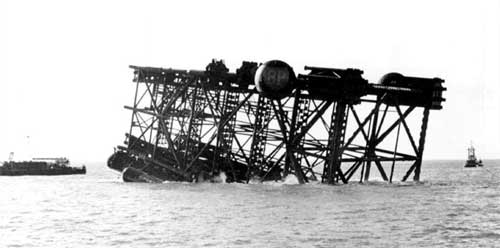 |
Foto 1: Gevolg van een lamellaire scheur, veroorzaakt tijdens het reparatie lassen van een onvolkomen doorlassing. |
Lamellar tearing is een fenomeen dat zich kan voordoen als gevolg van lassen, met name in gewalst plaatstaal. Door het walsen ontstaat een karakteristieke walsstructuur, die onder andere gekenmerkt wordt door sterkteafname in de dikterichting. In dit artikel wordt een beschrijving van de karakteristieke eigenschappen, de belangrijkste oorzaken en de meest toegepaste methoden ter minimalisering van het risico weergegeven.
Visuele herkenning
Aanblik
Lamellaire scheuren (terrasbreuk) zijn eenvoudig te herkennen omdat ze onder hoekverbindingen en hoeklassen voorkomen in het basismateriaal, en wel onder de smeltlijn die evenwijdig aan het metaaloppervlak loopt (zie fig.1). De scheuren verlopen trapsgewijs. De scheuren doen zich meestal voor net onder de sluitlaag van de las en onder de doorlassing maar de scheuren zijn altijd het directe gevolg van hoge spanningsconcentraties.
Breukvlak
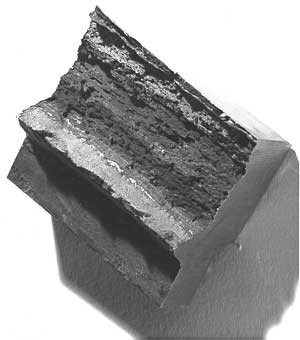
Het breukvlak vertoont een vezelachtige patroon met langerekte parallelle gedeelten. Dit verraadt de lage sterkte van het basismateriaal in de dikterichting (zie fig.2).
Metallografie
Aangezien lamellaire scheuren ontstaan als gevolg van een hoge concentratie van langgerekte insluitingen parallel aan het materiaal oppervlak, zullen de scheuren 'transkristallijn' zijn met een trapsgewijs verloop.
 |
Figuur 1: Lamellaire scheur |
|
Figuur 2: Breukvlakuiterlijk van een hoekverbinding |
Oorzaken
Algemeen wordt aangenomen dat er aan drie voorwaarden moet zijn voldaan voor het ontstaan van lamellaire scheuren:
- Trekkrachten in de dikterichting. De krimpspanning van een las bijvoorbeeld, wanneer deze aangrijpt in de dikterichting. Aanwezigheid van een starre constructie en een onjuiste lasvolgorde versterken het effect van krimpspanning.
- Las oriëntatie. De smeltlijn moet ruwweg evenwijdig aan het basismateriaal oppervlak lopen.
- Het materiaal moet gevoelig zijn voor lamellaire scheurvorming, dwz. het materiaal moet een duidelijk verslechterde ductiliteit hebben in de dikterichting. Dit wordt veroorzaakt door de aanwezigheid van uitgewalste insluitingen, zoals sulfiden en silicaten.
Al met al kan gezegd worden dat het risico op lamellaire scheuren toeneemt, wanneer de spanning die door krimpkracht wordt veroorzaakt loodrecht op de dikterichting staat. Het risico neemt ook toe naarmate het waterstofniveau in het lasmetaal oploopt.
Preventieve maatregelen
Zowel de materiaalkeuze, de lasnaadvorm, het lasproces, de toevoegmaterialen, het voorwarmen, alsmede het, voorafgaand aan het verbindingslassen, oplassen van het basismateriaal: het werkt allemaal mee bij het terugdringen van het risico op lamellaire scheurvorming.
Materiaal
Zoals gezegd: lamellaire scheuren ontstaan uitsluitend in gewalste plaatstaal en dus niet in smeedstaal en gietstaal. In principe is de gevoeligheid voor lamellaire scheuren niet gekoppeld aan bepaalde staaltypen. Alle staalsoorten met een geringe reduktiefaktor (z-faktor) in dikterichting hebben een verhoogde gevoeligheid voor lamellaire scheurvorming. In het algemeen geldt dat staasoorten met een reduktiefaktor groter dan 20% zeer weinig gevoelig zijn- en staalsoorten met een reduktiefaktor onder de 10 - 15% een duidelijk verhoogde gevoeligheid hebben voor het ontstaan van lamellaire scheuren.
Staalsoorten met een verhoogde sterkte zijn eveneens verhoogd gevoelig, in het bijzonder bij wanddikten vanaf 25mm. Ontzwaveld staal (
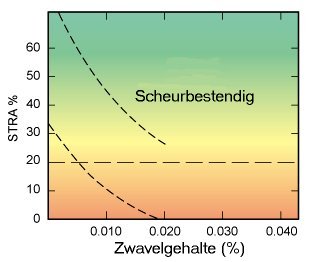 |
Figuur 3: Relatie reduktiefaktor ("STRA"; Short Transverse Reduction in Area)- zwavelgehalte m.b.t. 12,5 tot 50 mm dikke plaat. |
Lasnaadvorm
Lamellaire scheuren doen zich voor onder lasverbindingen die in de dikterichting een hoge krimpspanning veroorzaken, in het bijzonder bij hoekverbindingen en T-naden. Vooral als de lasnaad volledig doorgelast wordt is de kans op lamellaire scheuren groot.
Aangezien door krimpvervorming de krimpspanning in de doorlassing en in de sluitlaag behoorlijk kan oplopen, kunnen er ook scheuren ontstaan in dikke gedeelten waar krimpvervorming vrij spel krijgt (fig. 4).
Fig. 4: Aanbevolen lasnaadvormen ter vermindering van het risico op lamellaire scheuren  Fig. 4a
Fig. 4a  Fig. 4b
Fig. 4b
 Fig. 4c
Fig. 4c  Fig. 4d
Fig. 4d
Onderstaand vindt u een aantal praktische aanwijzingen:
- Gebruik bij T-verbindingen bij voorkeur (twee) hoeklassen, aangezien volledig doorgelaste naden eerder lamellaire scheuren vertonen (fig. 4a).
- Moet er volledig doorgelast worden, kies dan voor dubbelzijdig gelaste naden in plaats van enkelzijdig gelaste naden. Dit levert - afgezien van het economische voordeel vanwege de ca. 50% geringere lasnaadinhoud - een, met het oog op de krimpspanning, goed uitgebalanceerde situatie op die een sterk verlaagd scheurrisico meebrengt (fig. 4b).
- Vervang grote enkelzijdige hoeklassen door kleinere dubbelzijdig gelaste (fig. 4c).
- Het zodanig ontwerpen van la snaadvormen, dat er geen smeltlijnen evenwijdig aan plaatoppervlakten lopen is de meest effectieve maatregel (fig. 4d).
Lasnaad afmetingen
Lamellaire scheuren zullen eerder ontstaan onder grote lasnaden, en met name wanneer de beenlengte van de hoeklas- cq. de diepte van de stompe lasnaad groter wordt dan 20mm.
Lasproces
Doordat het basismateriaal en de lasnaadvorm de belangrijkste invloedsfactoren zijn bij de vorming van lamellaire scheuren, heeft het lasproces slechts een relatief geringe invloed. Toch zullen processen die relatief veel warmte en dus ook brede warmte beïnvloede zones en een diepe inbranding veroorzaken, het risico van lamellaire scheuren verminderen.
Aangezien waterstof altijd een risicofaktor is m.b.t. scheurvorming zal ook het lamellaire scheurrisico verlaagd worden wanneer een lasproces met een gering waterstofaanbod wordt gebruikt.
Lastoevoegmateriaal
Toevoegmaterialen met een lage rekgrens zorgen ervoor dat de krimpspanning grotendeels wordt opgenomen door het lasmetaal. Dunne elektrode diameters helpen om dunne rupsen te trekken waardoor relatief weinig krimpspanning op het basismateriaal wordt uitgeoefend.
(Overigens geldt ook, dat veel (dunne) rupsen totaal meer krimp opleveren dan weinig (dikke) rupsen). Uiteraard geldt ook hier dat laag waterstofhoudende toevoegmaterialen het hunne bijdragen aan de scheur-risico verlaging. De toevoegmaterialen dienen overeenkomstig de voorschriften van de leveranciers te worden behandeld.
Voorwarmen
Voorwarmen reduceert de hoeveelheid waterstof die opgelost achterblijft in het lasmetaal. Houd er overigens goed rekening mee dat een star aangebouwde lasverbinding (waarin de krimpspanning na het lassen hoog oploopt) die hoog wordt voorgewarmd uit hoofde van waterstofscheurpreventie na het afkoelen aan een te hoge krimpspanning kan overlijden.
Voorwarmtechnieken moeten daarom uitsluitend worden toegepast met het oog op waterstofscheuren, maar op een zodanige lage temperatuur en omvang, dat het spanningsniveau na het afkoelen niet te ver wordt opgevoerd.
Oplassen
Het aanbrengen van low-yield lasmetaal op het oppervlak van de voor lamellaire scheuren vatbare plaat wordt al op ruime schaal toegepast.
 |
Fig. 5A Oplassing (buttering) op het oppervlak van de verdachte plaat. |
Zoals aangegeven in fig.5a kan de plaatoppervlakte zo worden voorbewerkt dat de opgelaste laag 5 tot 10 mm dik is en 15 tot 25 mm aan weerszijden buiten de las uitsteekt.
 |
Fig. 5B In-situ oplassing (buttering). |
In-situ oplassen - voorafgaande het vullen van de naad (zie fig. 5b) is eveneens met succes toegepast. Voordat men deze methode toepast dient men het ontwerp opnieuw door te rekenen en er zich van te vergewissen dat de sterkte van de uiteindelijke las aan de gestelde eisen voldoet.
Keuringscriteria
Aangezien lamellaire scheuren in de categorie 'lineaire lasdefekten met scherpe randen' vallen zijn ze niet toegestaan voor laswerk dat moet voldoen aan de kwaliteitsniveau's B, C en D volgens NEN-ISO 5817 (EN 25817).
Waarneming en inspectie
Wanneer een lamellaire scheur het oppervlak bereikt is detectie zowel visueel als penetrant als magnetisch goed uitvoerbaar. Inwendige scheuren kunnen uitsluitend middels Ultrasoon onderzoek worden aangetoond, maar het is niet eenvoudig om lamellaire scheuren te onderscheiden van slakinsluitsels. Door hun oriëntatie zijn lamellaire scheuren praktisch niet aantoonbaar te maken met behulp van radiografische technieken.
Reparatie
De gedetecteerde scheuren uitslijpen of gutsen waarna controle met penetrant onderzoek of de scheuren in z'n geheel zijn verwijderd. Aansluitend de verbinding opnieuw lassen volgens een vooraf opgestelde reparatielasprocedure. Reparaties zijn zeer duur omdat de scheuren op aanzienlijke diepte in de plaat kunnen voorkomen.